1 range
This standard stipulated self-tightening drill chuck precision and test methods.
This standard applies to a taper hole and a screw hole connected self-tightening drill chuck.
2 reference standard
The following standards contain provisions which, through reference in this text, constitute provisions of this standard. At the time of publication, the editions are
For the effective. All standards are subject to revision, concerned parties using this standard should be explored using the latest edition of the following standards of possibility.
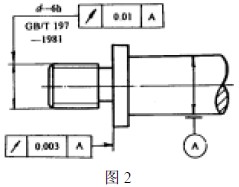
GB/T 197 - 1981 common thread tolerances and fits ( diameter 1~355 mm )
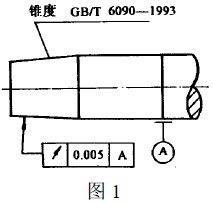
6090 - 1993 GB/T drill chuck
GB/T 17421.1 - 1998 test code for machine tools -- part first: in no load or finishing conditions the geometrical precision of the machine tool
3 examine with mandrel
3.1 test typesⅠdrill chuck spindle requirements is shown in figure 1.
The 5 bar examination
The 5.1 bar examination by two top hole supporting rotating cylindrical surface inspection, radial
Total run-out error not greater than 0.01 mm.
5.2 of diameter D and length L inspection inspection shall be as specified in table 2.
Table 2
|
Drill chuck clamping diameter |
4 |
6 |
8 |
10 13 |
16 |
|
Test rod
d×l |
Stick |
4×45 |
6×65 8×80 |
8×80 |
10×95 13×105 16×110 |
16×110 |
|
Small stick |
— |
4× 45 |
4×45 |
5×60 6× 65 8×80 |
8×80 |

 0086-576-82485588
0086-576-82485588 info@chinachuck.com
info@chinachuck.com