1, range
This standard stipulated three claws of the wrench drill chuck ( hereinafter referred to as the drill chuck ) classification, dimensions and connection, wrench, technical requirements, test method, inspection, naming, marking and packaging. This standard applies to a taper hole and a screw hole connected in the drill chuck.
2, normative reference files
The clauses in the following documents cited by this standard and become the standard terms. For dated references, all subsequent amendments (not including errata content ) or revisions do not apply to this standard, however, according to the standards to encourage the parties to reach an agreement to explore the possibility of using the latest version of these documents. For undated references, the latest edition is suitable for this standard.
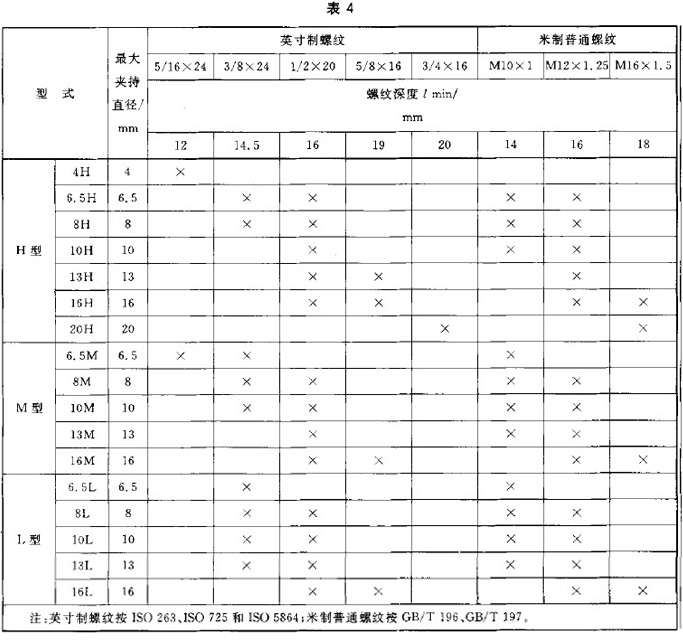
GB /T 1 96 The common thread size ( diameter 1^-600m m )
GB /T 1 97 The common thread tolerances and fits ( diameter 1^355m m )
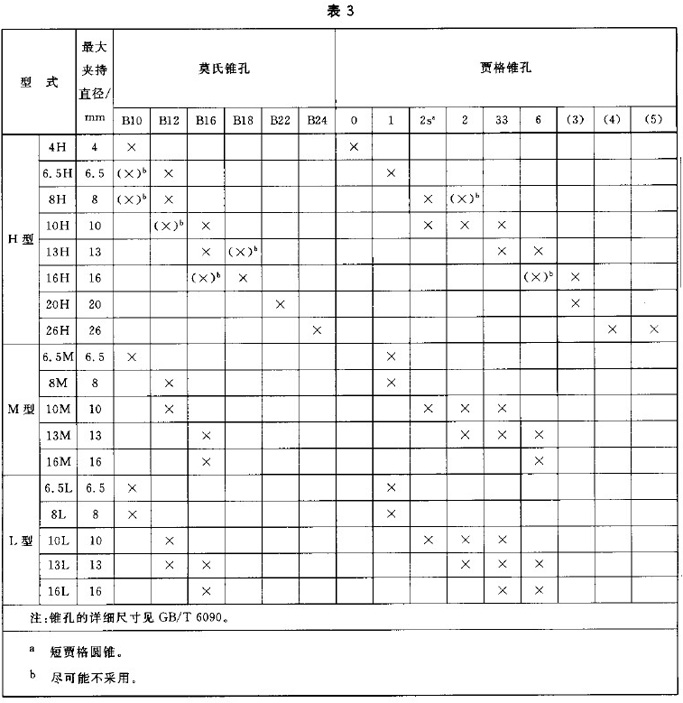
GB /T 6 090 Drill chuck tapers ( GB/T 6090-2003, ISO 239:1999, IDT
JB /T 32 07 Machine tool accessories General specifications for products packaging
JB /T 55 63 Metal cutting machine tool taper surface coloring method inspection and evaluation
ISO 2 63 :1973 ISOInch threads General Scheme and screws, bolts and nuts choice diameter range. 06-6 inches
ISO 7 25 :1978 ISOInch threads basic dimensions
ISO 5 86 4:1978 Inch threads allowance and tolerance
3 Classified
Drill chuck by use of different the following classification
型式代号 型式 用途
H 重型钻夹头 用于机床和重负荷加工
M 中型钻夹头 主要用于轻负荷加工和便携式工具
L 轻型钻夹头 用于轻负荷加工和家用钻
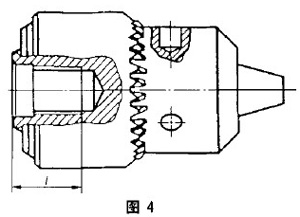
4、尺寸和连接
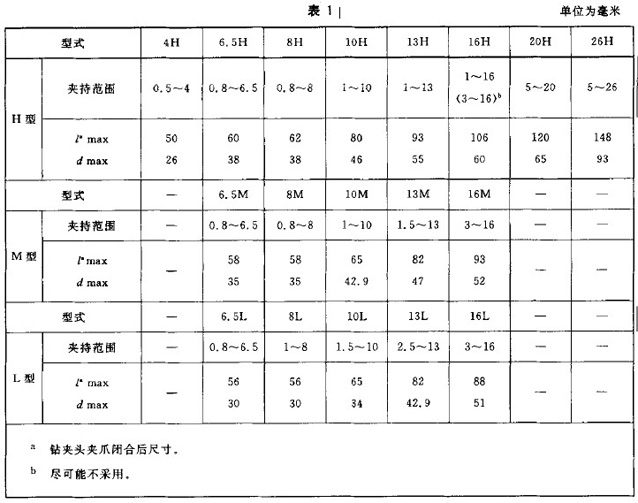
4、1尺寸
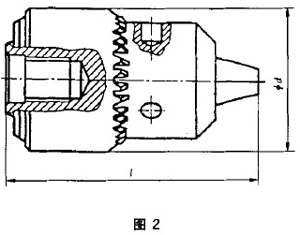
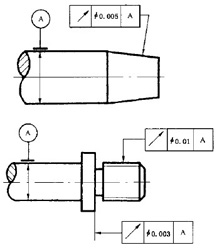
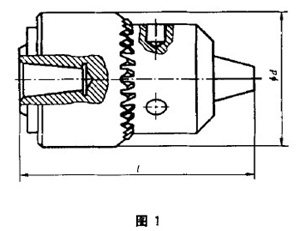
4、1、1锥孔连接形式的钻夹头尺寸见图1和表1。
GB/T 6087-2003

 0086-576-82485588
0086-576-82485588 info@chinachuck.com
info@chinachuck.com