1ЁЂЗЖЮЇ
БОБъзМЙцЖЈСЫАтЪжШ§зІзъМаЭЗ(вдЯТМђГЦзъМаЭЗ)ЕФЗжРрЁЂГпДчКЭСЌНгЁЂАтЪжЁЂММЪѕвЊЧѓЁЂЪдбщЗНЗЈЁЂМьбщЁЂУќУћЁЂБъжОКЭАќзАЁЃБОБъзМЪЪгУгкзЖПзКЭТнЮЦПзСЌНгЕФзъМаЭЗЁЃ
2ЁЂЙцЗЖадв§гУЮФМў
ЯТСаЮФМўжаЕФЬѕПюЭЈЙ§БОБъзМЕФв§гУЖјГЩЮЊБОБъзМЕФЬѕПюЁЃЗВЪЧзЂШеЦкЕФв§гУЮФМўЃЌЦфЫцКѓЫљгаЕФаоИФЕЅ(ВЛАќРЈПБЮѓЕФФкШн)ЛђаоЖЉАцОљВЛЪЪгУгкБОБъзМЃЌШЛЖјЃЌЙФРјИљОнБОБъзМДяГЩавщЕФИїЗНбаОПЪЧЗёПЩЪЙгУетаЉЮФМўЕФзюаТАцБОЁЃЗВЪЧВЛзЂШеЦкЕФв§гУЮФМўЃЌЦфзюаТАцБОЪЪгУгкБОБъзМЁЃ
GB /T 1 96 ЦеЭЈТнЮЦЛљБОГпДч(жБОЖ1^-600m m)
GB /T 1 97 ЦеЭЈТнЮЦЙЋВюгыХфКЯ(жБОЖ1^355m m)
GB /T 6 090 зъМаЭЗдВзЖ(GB/T 6090-2003,ISO 239:1999,IDT)
JB /T 32 07 ЛњДВИНМўВњЦЗАќзАЭЈгУММЪѕЬѕМў
JB /T 55 63 Н№ЪєЧаЯїЛњДВдВзЖБэУцЭПЩЋЗЈМьбщМАЦРЖЈ
ISO 2 63 :1973 ISOгЂДчжЦТнЮЦвЛзмЗНАИМАТнЖЄЁЂТнЫЈКЭТнФИЕФбЁдёжБОЖЗЖЮЇЁЃ06-6гЂДч
ISO 7 25 :1978 ISOгЂДчжЦТнЮЦвЛЛљБОГпДч
ISO 5 86 4:1978 гЂДчжЦТнЮЦвЛдЪВюКЭЙЋВю
3 ЗжРр
зъМаЭЗАДгУЭОВЛЭЌНјааШчЯТЗжРр
аЭЪНДњКХ аЭЪН гУЭО
H жиаЭзъМаЭЗ гУгкЛњДВКЭжиИККЩМгЙЄ
M жааЭзъМаЭЗ жївЊгУгкЧсИККЩМгЙЄКЭБуаЏЪНЙЄОп
L ЧсаЭзъМаЭЗ гУгкЧсИККЩМгЙЄКЭМвгУзъ
4ЁЂГпДчКЭСЌНг
4ЁЂ1ГпДч
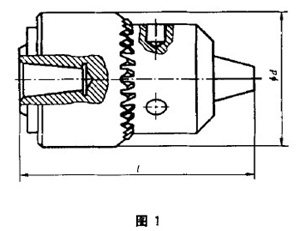
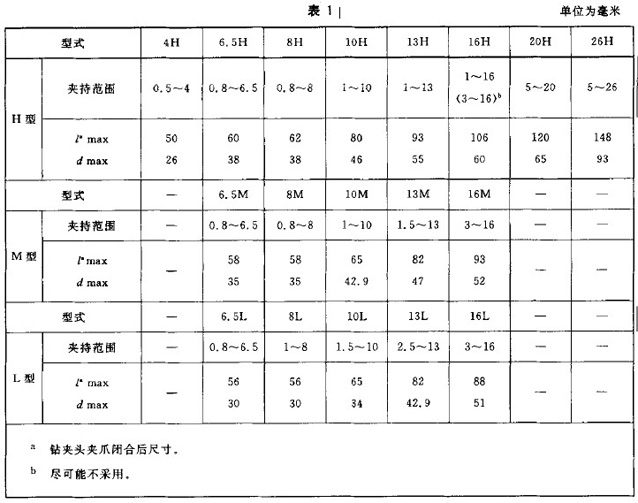
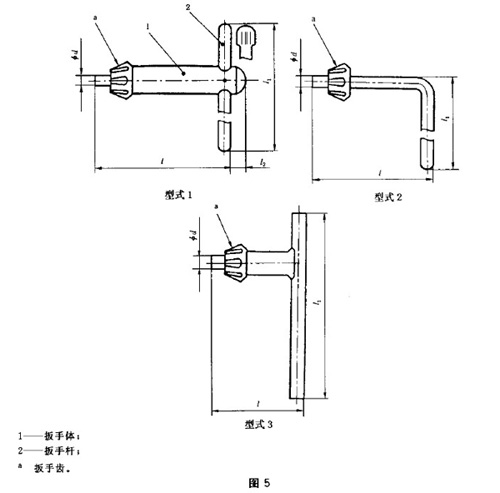
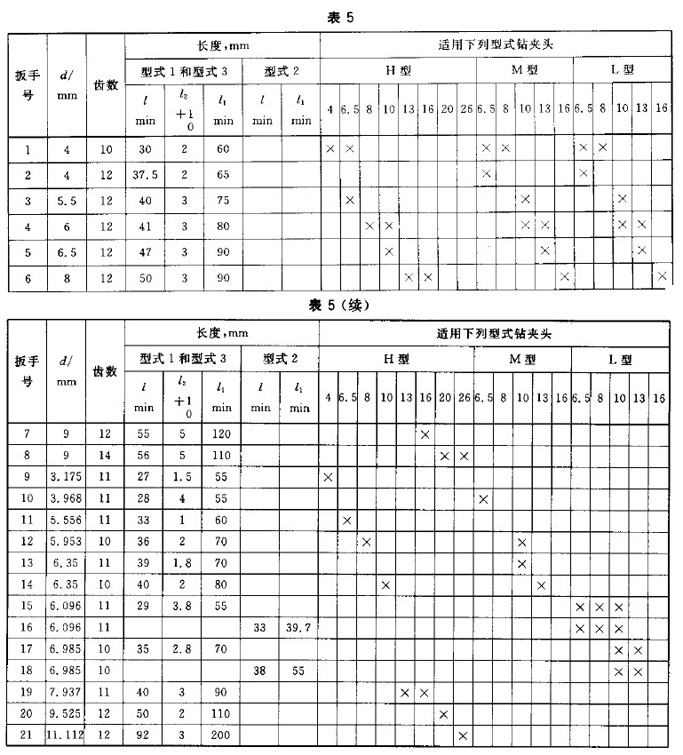
4ЁЂ1ЁЂ1зЖПзСЌНгаЮЪНЕФзъМаЭЗГпДчМћЭМ1КЭБэ1ЁЃ
GB/T 6087-2003
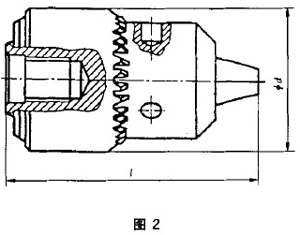
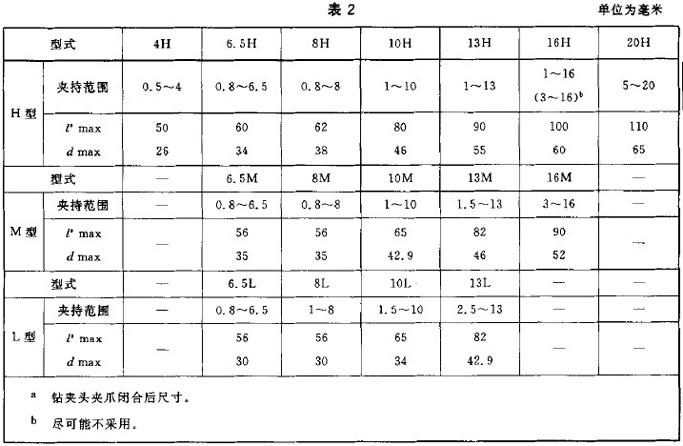
4.1.2 ТнЮЦПзСЌНгаЮЪНЕФзъМаЭЗГпДчМћЭМ2КЭБэ2ЁЃ
GB/T 6087-2003
4. 2 СЌНг
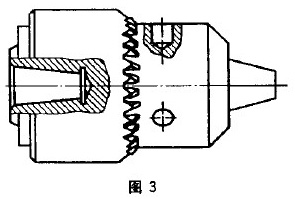
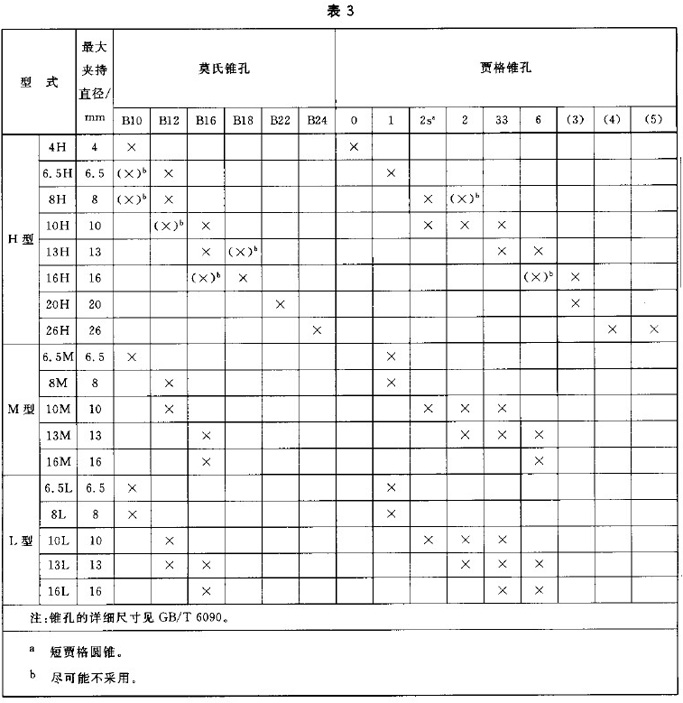
4.2.1 зЖПзСЌНгаЮЪНМћЭМ3КЭБэ3ЁЃ
GB/T 6087-2003
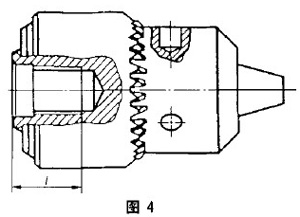
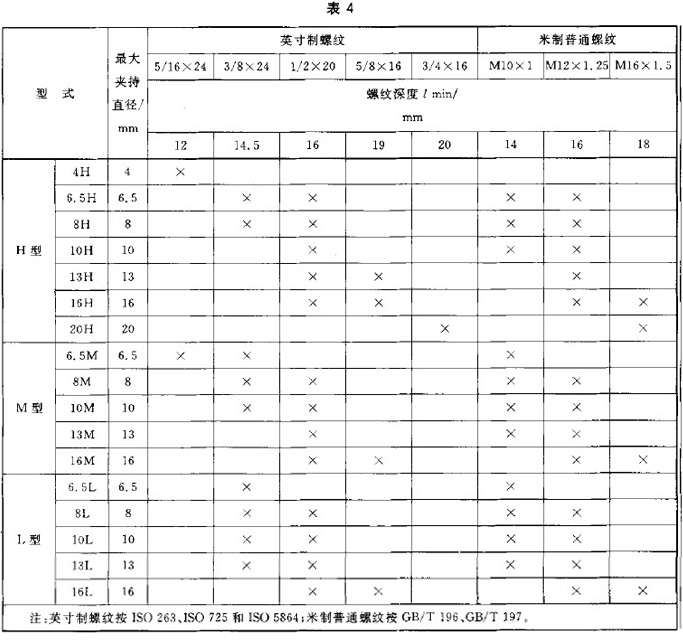
4.2.2 ТнЮЦПзСЌНгаЮЪНМћЭМ4КЭБэ4ЁЃ
5ЁЂАтЪж
5.1 зъМаЭЗАтЪжЗжШ§жжаЭЪН(МћЭМ5):
аЭЪН1ЃЌгУгкжиаЭЁЂжааЭКЭЧсаЭзъМаЭЗЃЛ
аЭЪН2, гУгкЧсаЭзъМаЭЗЁЃ
аЭЪН3ЃЌгУгкжиаЭЁЂжааЭКЭЧсаЭзъМаЭЗЁЃ
GB/T 6087-2003
5.2 зъМаЭЗАтЪжЭтаЮГпДчКЭЪЪгУЗЖЮЇМћЭМ5КЭБэ5.
6ЁЂММЪѕвЊЧѓ
6. 1 ОЋЖШ
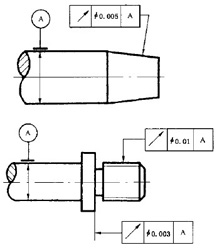
зъ МаЭЗ ЕФ ОЋЖШЪЧВтЖЈзъМаЭЗЫљМаГжЙцЖЈГЄЖШМьбщАєЕФОЖЯђЬјЖЏЃЌМћЭМ6e
ОЖ ЯђЬј ЖЏ ЮѓВюЪЧвджИЪОЦїЕФзюДѓЖСЪ§ВюжЕМЦЁЃ
Жд гк H аЭКЭMаЭзъМаЭЗЃЌгІдкЦфзюДѓМаГжжБОЖКЭДѓдМ1/2зюДѓМаГжжБОЖЕФСНИіМьбщАєЩЯНјааВт
СП;ЖдгкLаЭЕФзъМаЭЗЃЌНіНјаазюДѓМаГжжБОЖЕФВтСПЁЃ
зъ МаЭЗ ОЖ ЯђЬјЖЏдЪВюКЭМьбщАєГпДчМћБэ6,
GB/T 6087-2003
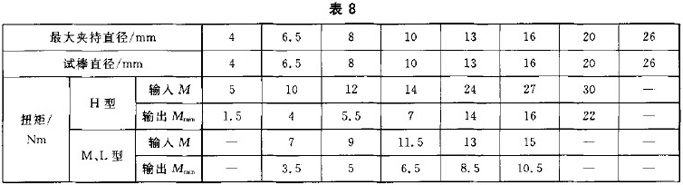
6.2 зъМаЭЗЕФМаГжЗЖЮЇгІЗћКЯБэ1КЭБэ2ЕФЙцЖЈЁЃ
6.3 зъМаЭЗжївЊСуМўЙЄзїБэУцгІОШШДІРэДугВЁЃгВЖШжЕгІЗћКЯБэ7ЕФЙцЖЈЁЃ

6.4 зъМаЭЗЕФзЖПзгУСПЙцзїЭПЩЋЗЈКЯбаМьбщБэУцНгДЅЃЌНгДЅгІППНќДѓЖЫЃЌЦфНгДЅБШжЕВЛЕЭгк70%ЁЃ
6.5 зъМаЭЗАДБэ8ЙцЖЈЕФЪфШЫХЄОиМаНєЪдАєЃЌАДЪфГіХЄОиХЄзЊЪдАєЃЌЪдАєВЛЕУДђЛЌЃЌзъМаЭЗВЛЕУЫ№ЛЕКЭ
ЗЂЩњвьГЃЁЃ
6.6 зъМаЭЗгІдЫзЊСщЛюЃЌгУАтЪжМаНєКЭЫЩПЊМазІЪБЃЌМазІвЦЖЏКЭГнФіКЯгІЮозшжЭЯжЯѓЁЃ
6. 7 зъМаЭЗМААтЪжВЛгІгаСбЮЦЁЂУЋДЬЁЂатЪДЕШШБЯн;ЖЦИѕЁЂЗЂРЖ(ЛђЗЂКк)БэУцЩЋдѓгІОљдШвЛжТЃЌБЃЛЄВуВЛ
ЕУЭЪЩЋКЭЭбТф;БъжОгІЧхЮњФЭОУЁЂЮЛжУе§ШЗЁЃ
7 ЪдбщЗНЗЈ
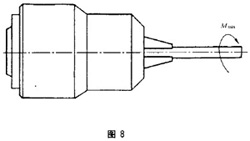
7.1 ОЋЖШМьбщ
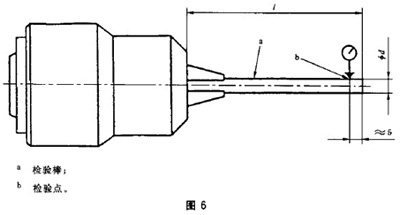
7.1.1 МьбщгУаОжсвЊЧѓМћЭМ7ЁЃ
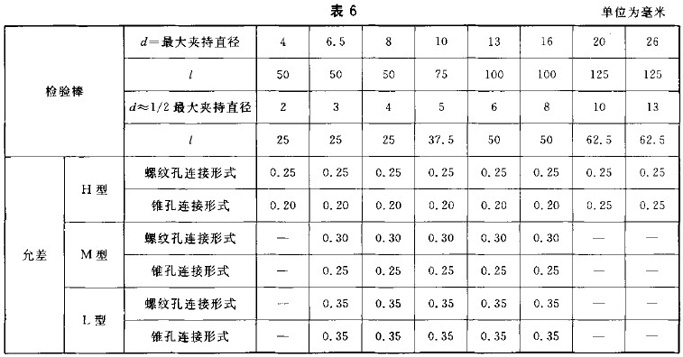
7. 1.2 МьбщгУМьбщАєЕФГпДчМћБэ6ЁЃМьбщАєгІгазуЙЛЕФИеЖШЁЂгВЖШКЭЮШЖЈадЁЃдВжљБэУцЕФдВжљЖШЛђдВ
жљБэУцЖдСНЖЫжааФПзЕФОЖЯђШЋЬјЖЏВЛДѓгк0.01mm.
7. 1.3 зъМаЭЗМьбщвдзЖПзЛђТнЮЦПзМАЖЫУцЖЈЮЛЃЌНєЙЬдкМьбщаОжсЩЯЃЌгУАтЪжвдШ§ПзОљдШЕиМаНєМьбщАєЃЌ
жИЪОЦїВтЭЗДЙжБДЅМАМьбщАєЩЯФИЯпЃЌа§зЊаОжсМьбщ(МћЭМ6)
7.2 МаГжЗЖЮЇ
гУМаГжЗЖЮЇЙцЖЈЕФзюаЁКЭзюДѓСНИљМьбщАєЗжБ№НјааМаНєМьбщЁЃ
7.3 зЖПзНгДЅМьбщ
зЖПзБэУцНгДЅЭПЩЋЗЈМьбщгУзъМадВзЖСПЙцгыЦфКЯбаНјааЁЃдкСПЙцБэУцОљдШЭПЗѓКьЕЄЛьКЯЭПСЯЛђЦф
ЫћКЯЪЪЕФЭПСЯЃЌЭПВуКёЖШаЁгк4KmЃЌНЋЦфВхШЫБЛМьбщПзФкЁЃМьбщКЭЦРЖЈАДJB/T 5563ЁЃ
7.4 МаНєХЄОиЪдбщ
7.4. 1 ХЄОиЪдбщгУЪдАєЕФгВЖШВЛЕЭгк55 HRCЃЌБэУцДжВкЖШRaжЕВЛДѓгкЁЃ.8 Imo
7.4.2 МаНєХЄОиЪдбщвдзъМаЭЗзЖПзЛђТнЮЦПзМАЖЫУцЖЈЮЛЃЌВЂЙЬЖЈЃЌвРДЮОљдШЕидкШ§ПзЩЯгУАтЪжЪЉМг
Бэ8ЙцЖЈЕФЪфШЫХЄОиМаНєЪдАєЃЌдйдкЪдАєЩЯЪЉМгБэ8ЙцЖЈЕФЪфГіХЄОиMm,.МьбщЁЃМћЭМ8ЁЃ
GB/T 6087-2003
8 Мьбщ
8.1 зъМаЭЗМьбщЯюФПАДЕк6еТКЭЕк10еТЕФЙцЖЈЃЌВЂгІЗћКЯвЊЧѓЁЃ
8.2 зъМаЭЗВњЦЗГіГЇгІОЩњВњГЇжЪМьВПУХМьбщКЯИёЃЌВЂИНгаКЯИёжЄУїЮФМўЁЃ
9 УќУћ
9.1 зъМаЭЗЕФУќУћгІАќКЌУћГЦКЭаЭКХЁЃ
9.1.1 зъМаЭЗУћГЦ:ЁААтЪжзъбыЭЗЁБ;
9.1.2 зъМаЭЗаЭКХ:
a) зъМаЭЗРрДњКХJ;
b) БэЪО зъМаЭЗаЭЪНЕФзщЯЕДњКХ:
1) ВЩгУзЖПзСЌНгаЮЪНЕФЃЌзщЯЕДњКХЮЊ21;
2) ВЩгУТнЮЦПзСЌНгаЮЪНЕФЃЌзщЯЕДњКХЮЊ31
c) зъМаЭЗзюДѓМаГжжБОЖЃЌЕЅЮЛЮЊКСУз(mm);
d) зъМаЭЗаЭЪН(H,MЛђL);
e) жиДѓИФНјађКХ(ШєЮоФкШнПЩВЛБэЪО);
f) СЌ Нг аЮЪНДњКХ:
1) зЖ Пз СЌ Нг аЮ ЪН:ФЊЪЯзЖЖШаЮгУФЊЪЯдВзЖКХМжИёзЖЖШаЮгУДѓаДзжФИJМгЩЯзЖЖШКХ;
2) Тн ЮЦ Пз СЌ Нг аЮ ЪН:гЂДчжЦТнЮЦЛђУзжЦЦеЭЈТнЮЦДњКХ
ЪОР§ 1:Ат ЪжзъМаЭЗЃЌзЖПзСЌНгаЮЪНЃЌB12ФЊЪЯзЖПзСЌНгЃЌзюДѓМаГжжБОЖ6.5 m m,жиаЭЃЌУќУћШчЯТ
Ат Ъжзъ Ма ЭЗ J21 6. 5 H - B1 2
ЪОР§ 2Ат ЪжзъМаЭЗЃЌзЖПзСЌНгаЮЪНЃЌB12ФЊЪЯзЖПзСЌНгЃЌзюДѓМаГжжБОЖ6.5m m,жиаЭЃЌЕквЛДЮИФНјЃЌУќУћШчЯТ:
Ат Ъж зъ Ма ЭЗ J2 16 .5 H A- B1 2
ЪОР§ 3; АтЪжзъМаЭЗЃЌзЖПзСЌНгаЮЪНЃЌ2sЖЬМжИёдВзЖСЌНгЃЌзюДѓМаГжжБОЖ10m mЃЌжааЭЃЌУќУћШчЯТ:
Ат Ъжзъ Ма ЭЗ J21 10 M -J2 s
ЪО Р§ 4: АтЪжзъМаЭЗЃЌТнЮЦПзСЌНгаЮЪНЃЌгЂДчжЦТнЮЦДњКХ1/2X 2 0ЃЌзюДѓМаГжжБОЖ13m mЃЌЧсаЭЃЌУќУћШчЯТ:
АтЪж зъ Ма ЭЗ J 31 13 L-1 /2 X20
9.2 АтЪжЕФУќУћАќКЌвдЯТФкШн:
a) Ат ЪжУћГЦ:ЁАзъМаЭЗАтЪж;ЁЏЃЌ
b) аЭ ЪН ДњКХ:гУДѓаДзжФИTМгАтЪжаЭЪНКХ(1,2Лђ3);
c) Ат Ъж ДњКХ:гУДѓаДзжФИNМгАтЪжКХ(МћБэ5)0
ЪО Р§ l: зъМаЭЗАтЪжЃЌаЭЪНI,АтЪжКХ4ЃЌЦфУќУћШчЯТ:
зъ МаЭЗ Ат Ъж Ti -N 4
ЪО Р§ 2 зъМаЭЗАтЪжЃЌаЭЪН3ЃЌАтЪжКХ6ЃЌЦфУќУћШчЯТ:
зъМа ЭЗ Ат Ъж T3 -N 6
10 БъжОКЭАќзА
10.1 дкзъМаЭЗЁЂзъМаЭЗАтЪжКЭВњЦЗАќзАКаЩЯгІгаУїЯдЕФФЭОУадБъжОЁЃ
10.2 дкзъМаЭЗЕФУїЯдЮЛжУЩЯгІБъзЂвдЯТФкШн:
a) ЩЬ Бъ;
b) аЭ КХ;
c) Ма Гж ЗЖЮЇЁЃ
10.3 дкзъМаЭЗАтЪжЩЯгІБъзЂвдЯТФкШн:
a) ЩЬ Бъ;
b) аЭ ЪН ДњКХКЭАтЪжДњКХЁЃ
10.4 дкАќзАКаЛђАќзАЯфЩЯБъзЂвдЯТФкШн:
a) ЩЬ Бъ;
b) аЭ КХ;
c) Ма Гж ЗЖЮЇ;
d) Вњ ЦЗ УћГЦ;
e) жЦ дь ГЇУћЁЂГЇжЗ;
f) Бъ зМ БрКХЁЃ
10.5 ВњЦЗАќзАгІЗћКЯJB/T 3207ЕФгаЙиЙцЖЈЁЃ
GB/T6087- 2003
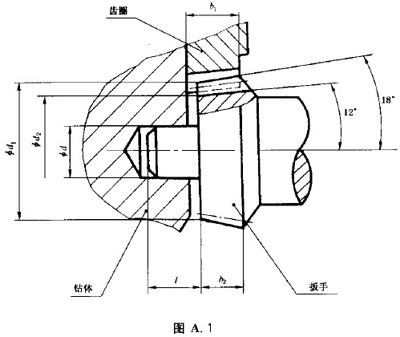
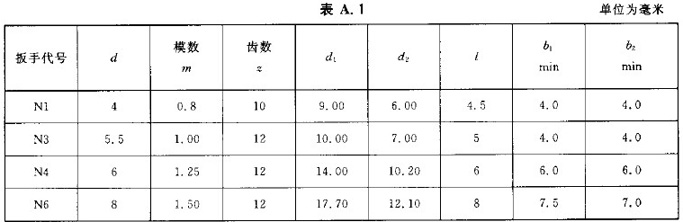
АтЪжКЭГнШІЕФВЮЪ§МћЭМA.1КЭБэA. 1
ИН ТМ B
(зЪ СЯ ад ИН ТМ )
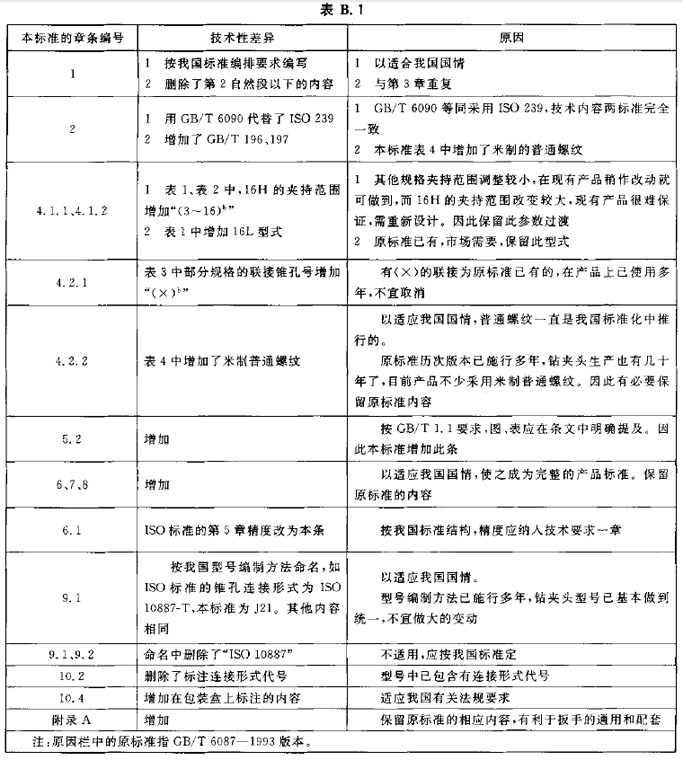
БОБъзМгыISO 10887:1999ММЪѕадВювьМАЦфдвђ
БэB.1 ИјГіСЫБОБъзМгыISO 10887:1999ММЪѕадВювьМАЦфдвђЕФвЛРРБэЁЃ

 0576-82485588
0576-82485588 info@chinachuck.com
info@chinachuck.com ЁЁ
ЁЁ 
